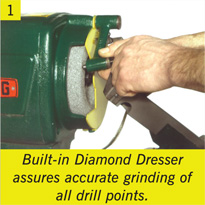
SETTING UP THE POINT ANGLE. The design of the STERLING Drill Grinder is based on the conical development principle which insures uniform clearance on the cutting edge from the outside of the drill to the point. To set the drill point angle release clamp “D” and move lever “A” forward to a horizontal position. This moves the drill holding unit away from the wheel, providing working clearance. Next, release clamp “B” and adjust hand wheel “C” to the desired drill point angle (hand wheel “C” is graduated in 1º increments and marked at 1/2 of the included angle). Lock clamp “B”. Select a drill stop to correspond to the hand wheel setting and mount it on the end of the drill holding Vee trough. (See photo 2 above)
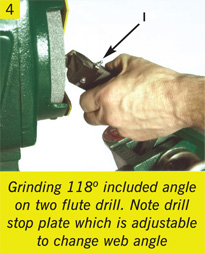
|